- Главная
- Зубообрабатывающие станки
- Услуги
- Мехобработка
- О заводе
- Контакты



Станок работает в полуавтоматическом режиме. Система управления станками выполнена на программируемом контроллере S7-300 фирмы Siemens.
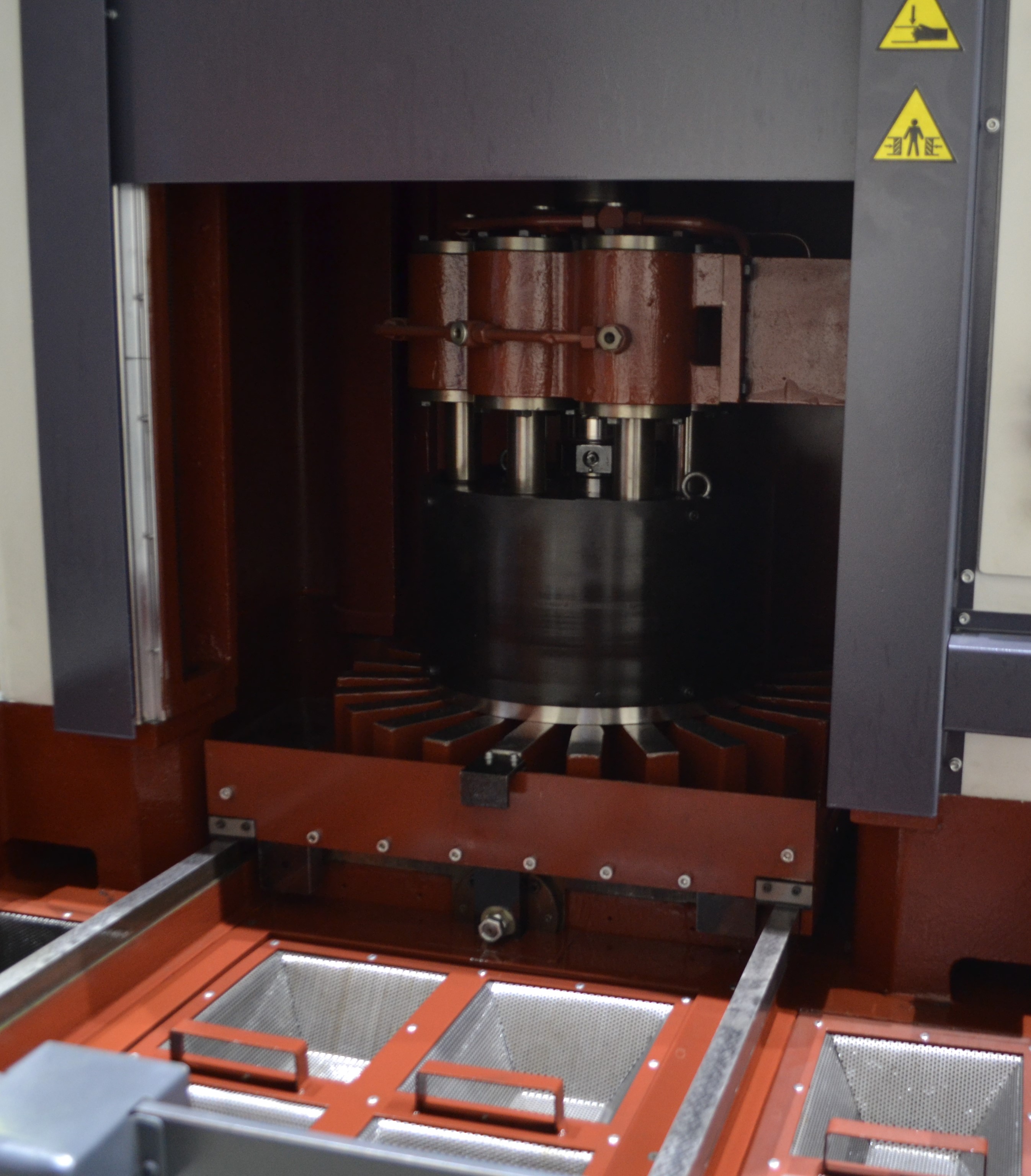
Подвижный стол и рациональное расположение пультов управления позволяют удобно и быстро производить загрузку-выгрузку закаливаемых деталей. Деталь, нагретая до температуры закалки, центрируется и надежно зажимается между верхними штампами пуансона и матрицей. Благодаря целенаправленному распределению большого количества закалочной жидкости по поверхности детали создаются оптимальные условия закалки.
Предварительная настройка потока закалочной жидкости позволяет применять закалку в три стадии:
Прижимные усилия верхних штампов могут циклически редуцироваться, что позволяет закаливаемым деталям принимать конечную форму без возникновения внутренних напряжений. Закалка деталей на закалочном станке означает:
Полностью закрытая рабочая зона, централизованный отвод дымовых газов создают благоприятные экологические условия работы оператора.