- Главная
- Зубообрабатывающие станки
- Услуги
- Мехобработка
- О заводе
- Контакты
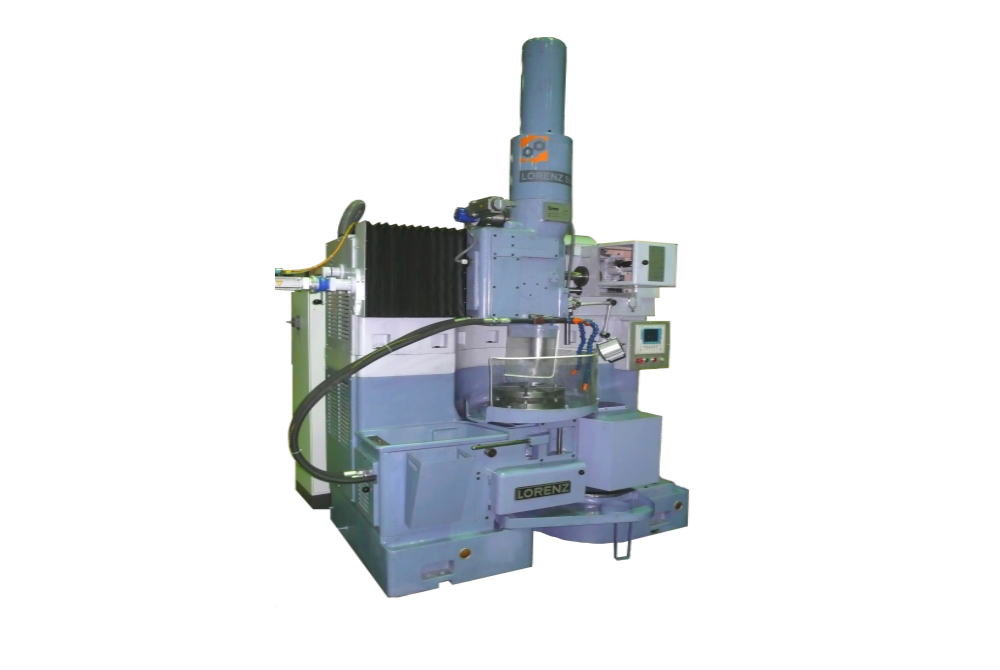

Зубодолбежный станок КСМ-SN8
Зубодолбежный полуавтомат модели КСМ-SN 8 с ЧПУ предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления с диаметром до 800 мм и с модулем до 12 мм, как с открытыми, так и закрытыми венцами (блок-шестерни).
Наладка станка, на новую деталь осуществляется на программном уровне непосредственно с панели оператора. Данные вводятся через диалоговое окно панели оператора и могут храниться в памяти системы управления.
Преимущества станка:
| Наименование параметров | Значение |
| Наибольший диаметр устанавливаемого изделия | 800 мм |
| Наибольший модуль нарезаемых колес | 12 мм |
| Наибольшая длина зуба нарезаемых колес, мм | 160 мм |
| Пределы чисел двойных ходов в мин. | 30-188 |
| Система управления | SIEMENS S7-300 |
| Количество управляемых координат | 3 |
СТАНДАРТНЫЙ КОМПЛЕКТ ПОСТАВКИ
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ